根据真空玻璃不同的封边结构,真空玻璃的布料方法和工艺也有所区别。
1.错台结构布粉方法及工艺
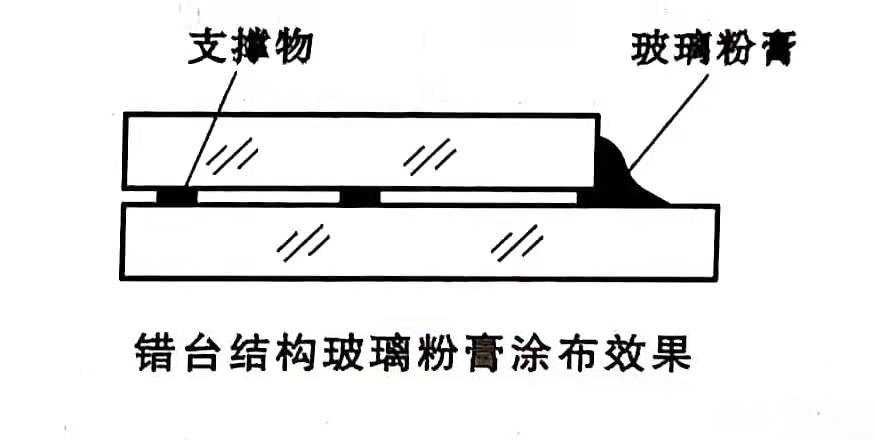
错台真空玻璃封接
错台结构的真空玻璃,在上下玻璃基片合片后由涂布设备或由人工持胶枪将调和好的玻璃粉膏均匀地涂布在边部的台阶上。为实现良好的封接,涂好的玻璃粉膏需满足如下
要求:
(1)涂好的玻璃粉膏粗细均匀,无缺口和堆积;
(2)玻璃粉膏形状饱满,与台阶处上片玻璃的侧面和下片玻璃的上表面紧密贴合
(3)玻璃上、下表面和侧面无多余的玻璃粉膏;
(4)玻璃粉膏中无液体析出和流入真空玻璃夹层。
2.平封结构布粉方法及工艺
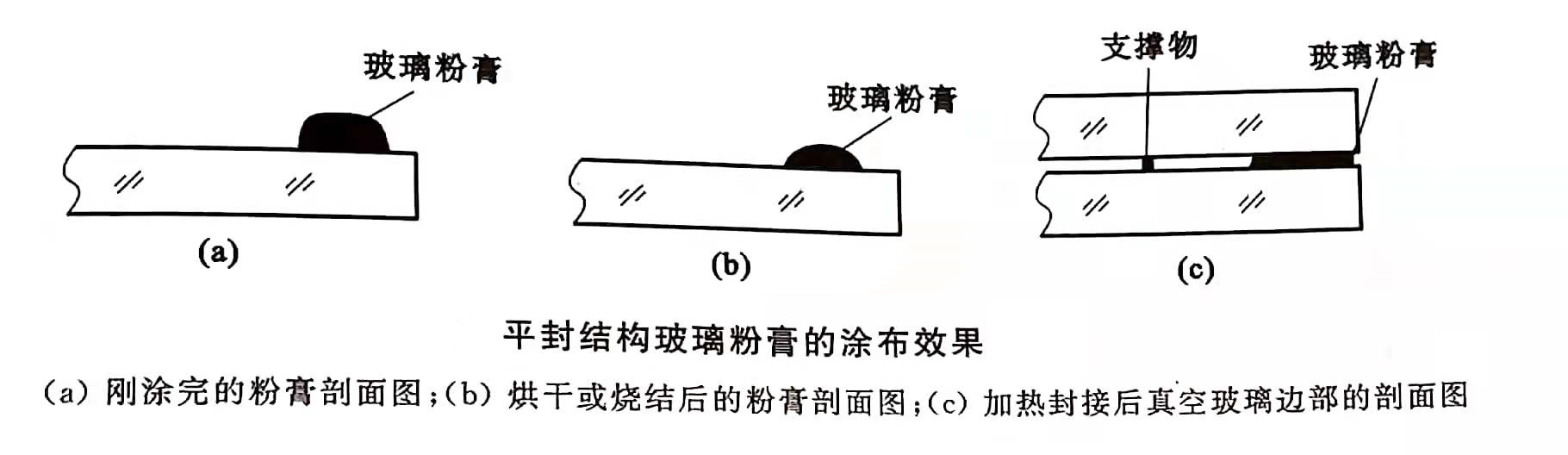
平封口真空玻璃封接
平封结构的真空玻璃,需在上下玻璃基片合片前将玻璃粉膏均匀地涂布在清洁的玻璃边部表面。玻璃粉膏可以根据生产场地和生产节拍的设计选择涂布在上片玻璃上或下片玻璃上,玻璃粉膏干燥定型后进行合片。由于平封结构玻璃粉膏位于两片玻璃之间,烧结后粉膏的厚度与支撑物的厚度一样,所以玻璃粉膏的涂布量决定了封边宽度。如果涂布的玻璃粉膏粗细厚度不均匀,那么在封接完成后,真空玻璃的封边宽度将非常不一致。要想获得均匀的封边宽度,必须保证粉膏的均匀涂布,一般设备涂布的方式,通过精确控制行进速度和气体压力,即可获得理想的涂布效果。也有技术人员提出采用丝网印刷技术将玻璃粉膏印刷在玻璃边部的方式,这也是实现玻璃粉膏均匀涂布的一个技术方案。对于平封结构的真空玻璃,对布粉工艺的要求如下:
(1)涂布好的玻璃粉膏平直,宽度和厚度均匀,转角处无粉膏堆积;
(2)粉膏表面饱满,无凹陷;
(3)涂布的玻璃粉膏距玻璃边部的距离相等;
(4)玻璃上下表面和侧边无多余粉膏;
(5)当原片是钢化或半钢化玻璃时,粉膏厚度应不小于支撑物厚度的3倍。这是因为
钢化玻璃和半钢化玻璃都存在不同程度的弯曲,若玻璃粉膏薄,容易造成玻璃板与粉膏无法贴合和黏结,导致边部漏气。平封结构玻璃粉膏的涂布后用高温弹簧夹将粉膏压至支撑物的高度,如果加上“预压”工序,效果会更佳。
- 玻璃粉膏调和工艺
低熔点玻璃粉使用前需使用溶剂调成液态浆料,低熔点玻璃粉与溶剂的质量比一般为10:1左右,两者混合后搅拌约30min,再静置30 min进行脱泡。
转载请保留链接:
https://vacuumglass.net/hotproduct/sealoven/1429.html
RSS订阅请点击 :
https://vacuumglass.net /feed